Kuidas ja millega kodus titaankühvlit pruulida
Labidas on asendamatu varustus iga maaomaniku arsenalis. Titaanist mudelid on väga vastupidavad ja neil on muid olulisi eeliseid. Kuid mõnikord võib bajoneti suurema koormuse korral metall lõhkeda. Mõtleme välja, kuidas pruulida labidas valmistatud titaanist ja mida selle käigus arvestada.

Artikli sisu
Titaani keevitamise omadused
Selle metalli keevitatavust mõjutavad mitmed tegurid. Esiteks on titaanil kõrge keemiline reaktsioon õhus leiduvate gaaside, sealhulgas lämmastiku, hapniku ja vesiniku suhtes. Samuti on oluline, et metallil oleks suurem kalduvus tera kasvule, kui temperatuur ületab 800 kraadi.
Kui titaani kuumutada 350 kraadini, hakkab see aktiivselt hapnikku neelama. Selle tulemusena moodustub pinnale (keevituspiirkonnas) kile, mille värvus varieerub kollasest lillani, muutudes järk-järgult valgeks.
Kuumutamine 500 kraadini suurendab metalli tugevust ja kõvadust. Selle plastilised omadused aga vähenevad.
Titaani ja vesiniku koostoime toob kaasa kahjuliku nähtuse – vesiniku rabestumise. See aitab kaasa materjali suurenenud haprusele. Pärast titaani jahtumist kukub keevitatud osa mõne aja pärast maha.
Terade hulga suurenemine kõrge temperatuuriga kokkupuute tõttu vähendab metalli tugevust. Tasub meeles pidada, et titaanil on kõrge sulamistemperatuur. Sellega töötades peate kasutama väga võimsat kontsentreeritud soojusallikat.
Keevitamisel peab õmblus olema kaitstud mõlemalt poolt. Erilist tähelepanu pööratakse servade ettevalmistamisele. Te ei pea seda pikka aega soojendama. Titaankühvli keevitamisel on vaja hoolikalt jälgida temperatuuritingimusi. Metalli kaitsmiseks tööpiirkonnas on soovitatav kasutada spetsiaalseid räbustiühendeid. Töötavad ka metallliistud. Kasutada saab gaasipatju. Nende loomiseks kasutatakse pakitud kambreid.
Labida defektide parandamisel peate hoolikalt järgima ettevaatusabinõusid. Peaksite töötama väga hoolikalt.
Vajalikud materjalid ja seadmed titaanlabida keevitamiseks
Protsess nõuab:
- Keevitusmasin. See peab toetama TIG-režiimi. Sellel peab olema põleti.
- Kaitsegaasiga täidetud balloon. Sobivad heelium, argoon või nende segu.
- Volframelektroodid, mis ei sula.
- Täitetraat.

Ettevalmistus keevitamiseks kodus
Metalli keevitamiseks ettevalmistamiseks on vaja töödelda nende alade servi, kus protsess viiakse läbi. Kindlasti eemaldage suure hapniku- ja lämmastikusisaldusega metallikiht. Nende osakeste olemasolu tööpiirkonnas põhjustab moodustunud õmbluse omaduste halvenemist. Suureneb metalli haprus.
Kui töödeldavate detailide paksus ei ületa 4 mm, saate keevitamise ajal servi lõikamata. Muudel juhtudel tehakse seda 60-kraadise avanemisnurga all.
Samuti on vaja kaitsta õmbluse juurt ja tööpiirkonda tagaküljel. Isegi kui ravi ei ulatu vastaspoolele. Tõepoolest, kui titaan suhtleb ümbritseva õhu gaasidega, algab reaktsioon kohe, kui temperatuur jõuab 300 kraadini.
Tagakülje õmbluse kaitsmiseks kasutatakse terasest või vasest valmistatud padjandeid. Need tuleb tihedalt kinnitada. Võite kasutada ka argooni puhumist, mis on suunatud spetsiaalsetesse soontesse või konstruktsiooni sisse.
Kui protsessi saab läbi viia ilma õmbluste sisemust kaitsmata, tuleb teha pause, et pind saaks jahtuda. Õmblused ise peaksid olema lühikesed, mitte üle 20 mm.
Titaanlabida keevitamise meetod mittekuluva elektroodiga (TIG-meetod)
TIG on keevitustehnoloogia, mis kasutab inertgaaside kaitse all volframipõhist elektroodi. Selle südamikku peetakse mittesulavaks. See on käsitsi kaarkeevitus – elektroodi ja tooriku vahele tekib kaar ning põletist tuleb kaitsegaas. Lisandid tarnitakse käsitsi. Elektrood on teritatud 45 kraadise nurga all. Voolutugevust tuleb hoida 100 ampri piires.
Kuni 1,5 mm paksuseid tooteid saab otsaga ühendada ilma lisandeid kasutamata. Muudel juhtudel söödetakse ritv. Lisandil peab olema tööpiirkonna sulamile sobiv koostis. Enne protsessi alustamist tuleb see vaakumis lõõmutada. See eemaldab vesiniku. Suletud kujul säilitab lisand oma omadused maksimaalselt 5 päeva.
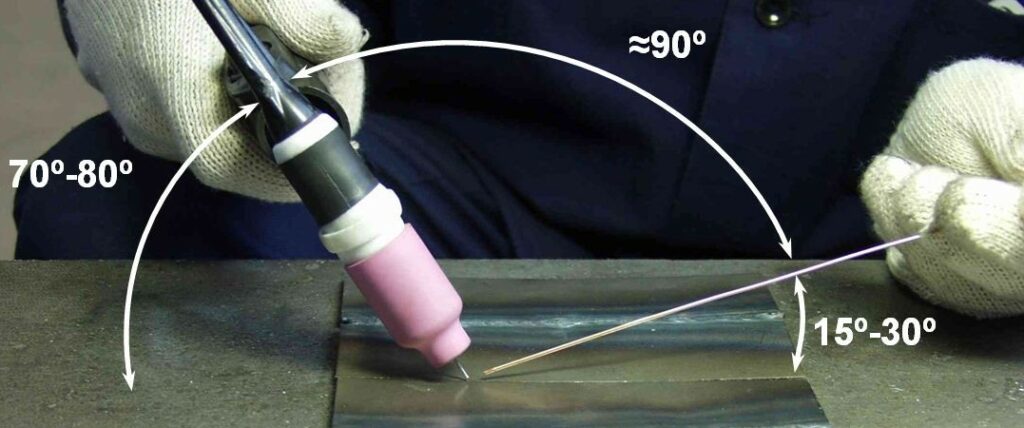
Töö tegemiseks on vaja konstantse polaarsusega voolu, mille pinge ulatub 15V-ni. Elektrood peab olema suunatud pinnale teatud nurga all - 70–80°. Lisand tarnitakse elektroodi teljega risti.
Allolev foto näitab elektroodi ja lisandi asukohta mis tahes titaantoote TIG-keevitamisel.
Õmbluse moodustamine peab toimuma täpsete liigutustega. Kuni tööala on täielikult jahtunud, on soovitatav puhuda õmblusele argooni. Protsess tuleb läbi viia äärmiselt hoolikalt.





Lõhkusin 2 tükki. Need on halvad labidad, ärge usaldage kedagi. Need on nagu mänguasjad. Ja kui muld on väga kerge, siis kaevatakse seal hargiga.